
La dima di montaggio automatica è una struttura modulare adattabile alle dimensioni specifiche richieste dal cliente. La robusta struttura è dimensionata per supportare i movimenti durante le fasi di assemblaggio garantendone la massima precisione. L’impianto è progettato seguendo i principi di autonomia e modularità, per permettere la massima sicurezza dell’operazione.
La dima di montaggio include delle slitte mobili verticali ed orizzontali che assicurano lo spostamento programmabile dei componenti provenienti dalla carpenteria in fase di montaggio.
Le sue misure vengono determinate dalle misure del sistema che verrà “scansionato” ed assemblato, con una certa velocità di avanzamento anch’essa programmabile.
La semplicità costruttiva, la libertà dimensionale e la modularità permettono alla struttura di adattarsi a qualsiasi layout.
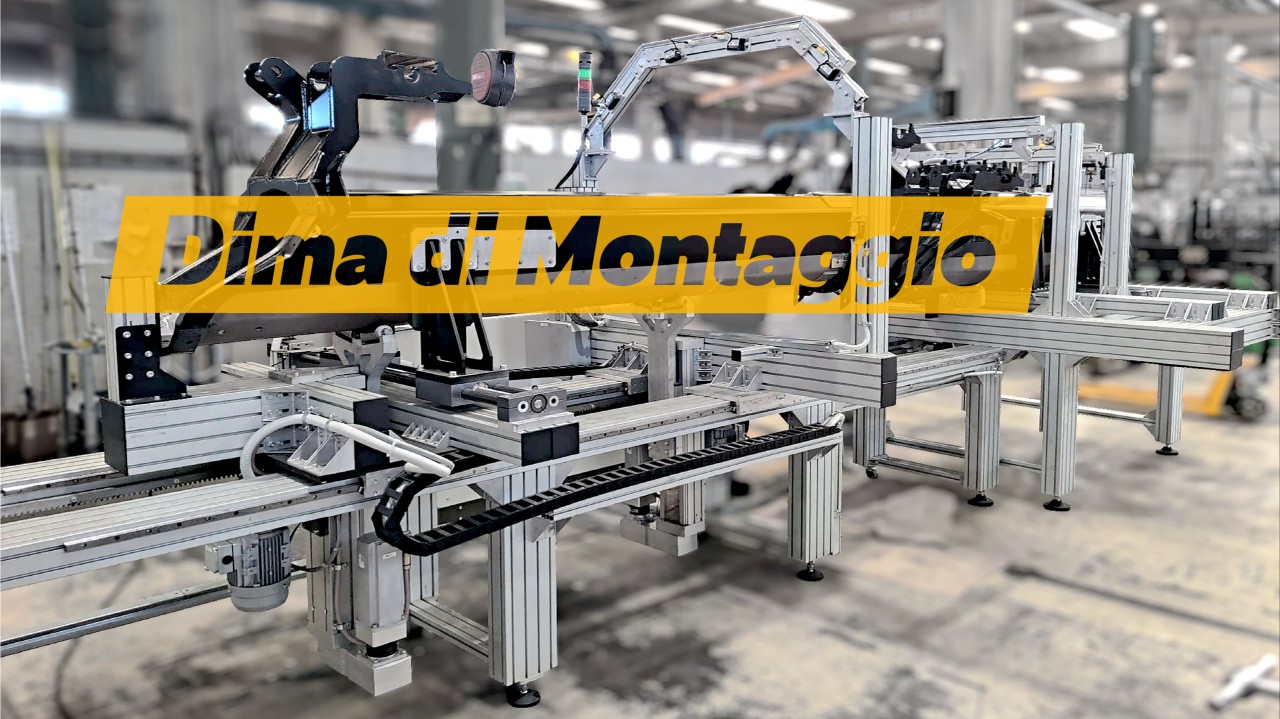
I pezzi del sistema, da assemblare, sono fatti passare da due portali con un certo ordine, in modo da facilitare l’assemblaggio.
I 2 portali ospitano dei sensori laser ad alta precisione, capaci di definire il profilo variabile del pezzo, durante il suo passaggio per facilitare, poi, l’inserimento di bronzine con le misure adatte a garantire l’aderenza o la separazione opportuna per il corretto scorrimento delle parti e delle loro funzioni.
Nella foto il sistema di tracciamento comprende 7 sensori laser, distribuiti lungo tutto il portale, questo garantisce un’alta accuratezza, in tempi ridotti, anche con pezzi molto complessi, indipendentemente dalla geometria.
Ogni sensore laser a semiconduttore lineare, lunghezza d’onda 655 nm combina un controllo a cicli di campionamento di 0,33/1/2/5 ms, con distanza focale variabile, e garantisce una precisione di 0,1 mm.
Il sistema di misurazione può essere adattato al sistema, a seconda del suo profilo. Per ottenere una grande precisione, questi, vengono calibrati. I parametri noti sono acquisiti per mezzo di dispositivi di misurazione sulla base della scala, l’angolazione e gli assi di movimentazione della macchina.
Le misurazioni effettuate automaticamente dai sensori laser, vengono registrate all’interno di un database, che trasferisce al PLC le informazioni utili, insieme alle posizioni, rende inequivocabile il PN della bronzina da montare e la sua posizione.
Per i contenuti, si ringrazia Claudio Cignali
